A solid–liquid mixture consists of solid and liquid matter, such
as a mixture of sand and water or a mixture of salt and water. Mixing in solid–liquid systems is used for dispersing agglomerates, keeping the solid particles in suspension, blending various solid particles and colloids in a liquid, or blending two liquids as in the case of paints and foods. In many cases, the lack of capabilities to manage these processes causes unexpected results, which are accepted as a normative situation; hence, a statement like “chemical
processes are an art” is a typical concept.
Large-scale axial turbulent fluctuations distribute suspended solids throughout a liquid volume by offsetting their settling or flotation in a mixing tank. The maximum resulting non-uniformity of local solids concentration is uniquely determined by the Peclet number, Pe = KV/W, and decreases with a decrease in this number. Here, V is solids settling or flotation velocity, W is impeller tip velocity, and K is a dimensionless coefficient determined by tank geometry.
Random upward turbulent fluctuations of sufficiently high intensity picks up solids by offsetting their gravitational settling to the tank bottom and preventing the accumulation of solids there.
To scale solids pick-up, the process must maintain geometric similarity of tank hardware dimensions and the same relevant physical properties and process characteristics, select liquid depth proportional to tank size, and select impeller rpm to maintain the same intensity of turbulent fluctuations by keeping either the same mean energy dissipation rate for a BAFFLED TANK, or the same impeller tip velocity for an UNBAFFLED TANK.
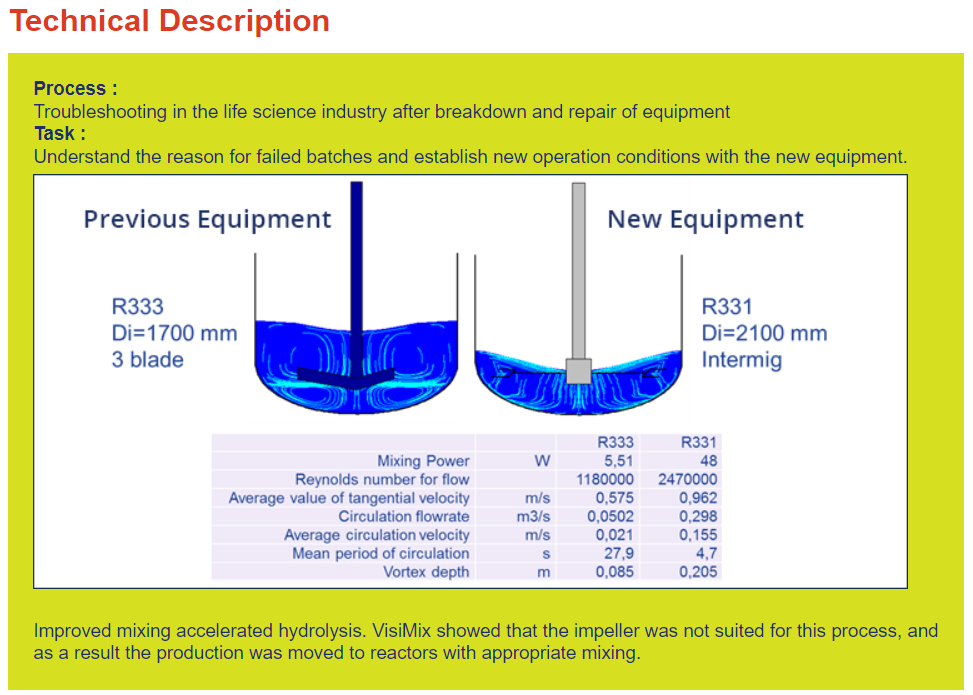
In this article, we discuss these problems and the ability to reduce them by using the right program to manage them. The case study examines reactive acid–base crystallization in the Active Pharmaceutical Ingredient (API) involving an organic acid with an inorganic base (NaOH); both solids are in ethyl acetate solvent in the last step in order to obtain a final product before the solid treatment.

Figure: Reactive acid–base crystallization in the API industry.
The reaction that generated the impurity was the hydrolysis of the solvent with the base. As a result of this impurity, the final product was outside specifications (Table 2).
The problem was that failures were detected during scale-up. An additional problem arose when we shifted the processes to a second system (at the same scale), resulting in an approximately three-fold rise in impurity. The task was to eliminate the rise in impurity during scale-up study. The traditional approach is to try to achieve better homogeneity of solid distribution with each new system.
Table 2: Production Results

% RJ: Percentage of rejected batches
The mixing analysis was a surprise. The radial distribution of solids in the reactor, where the purity was acceptable, was less homogeneous than it was in the unsuccessful reactor.
Solid–liquid distribution analysis found that the fast reaction was between the solvent and the base, and when homogeneity is higher there is a rise in impurity.

Figure: Mixing distribution of solids.
After multiple simulation scenarios, it was proven that it is not possible to reach acceptable conditions in the scale-up system and maintain the required impurity level of the product. To achieve satisfactory results, the NaOH needed to be added as a solution.
The results reveal that homogeneity of solids is a not always an esthetic process. “Esthetic mixing” has high velocity, homogeneity and high shear rate so if you scale-up by a factor
of four you achieve a four-fold increase in productivity.
Mixing consideration helped identify and implement a new way of thinking about improving the continuous process in the production step. Since then, every time we begin a new process, we first evaluate the mixing calculation results.
This study is based in one basic hypothesis. The transfer of technology from the laboratory to production or from site to site in the process industry should take in consideration the change of the environment caused by the flow characterization.
If the mechanism of the flow and mixing parameters are taken into consideration during the technology transfer activities, then it will be possible to avoid surprises in the performance of the process as measured by the quality of the products at every stage, the difficulties encountered, and the yield.
Once the flow is characterized, it is then possible to raise relevant questions that connect between the process and the equipment to be used to manufacture our materials.
This will focus the study on the main question at hand, allowing them to design the set of experiments required to understand the process.
We have two main kinds of solid liquid mixtures which can usually be found in industry and in typical process activities. On the one hand, we have a solid liquid mixture where the solid will partially dissolved in the liquid phase, and by some compounding or consumption, this solid will reduce its size until disappearing. This transfer to the liquid phase by solubility and by consumption with other reactant, will be determined by the mass transfer coefficient. Sometimes some confusion might arouse between the reaction rate and the mass transfer rate.
The best way to understand their difference is considering that, if we are on the mass transfer control process or on the reaction kinetic or biological kinetic process, it would be translated into the rpm change of the agitator. Because once we are changing it, the main change will be the mass transfer coefficient. And if we detect that the reaction rate is different, the meaning of this is that the process will be controlled by the mass transfer. If we change the rpm, we will continue to have the same reaction rate or the same distribution of quality of the materials. Therefore, the process is controlled by the chemical kinetics or by the materials by itself and the mass transfer is not part of our considerations. This is one of the typical examples of how solids are used into very typical processes.
On the other hand, other examples are completely different. For instance, we have solids in our liquid media, and we want to have some distribution of solids in our tank, but this solid is not dissolved. This solid is keeping the same size and only the presence of this solids in all the equipment is important. For example, when we talk about heterogeneous catalytic reactions where the catalyst is a solid, the catalyst is not changing its composition and its size, it is not dissolved in the media, it's only the place where the material will meet and will react.
These kinds of activities of course require normally a characterized mass transfer rate and, as a consequence of this, it is required some distribution of solids that will control the process. But in this case, we are not talking about the mass transfer from the solid to the media, we're talking about very good distribution of solids and some conditions around the catalysts, also considered solids, that will provide a good diffusivity of the reagents into the catalysts to react. So, as you can see, we have two completely different kind of processes that can be confused, and they will control completely different kinds of results. For this evaluation, a combination of good calculation of mixing into the tank with VisiMix with the real conditions we apply in some place -either the lab, the previous equipment or a new equipment- can help us obtain the necessary results. And based on these real results and the mixing environment we provide, we of course will able to decide what will be the best way to progress and what will be our capabilities to generate good results.
In the serious operations not related to chemical reactions or biotechnology, many of the materials that are used every day in the pharmaceutical industry, like the typical daily used household chemical products (e.g. eye or nose drops) and many other kinds of materials, need some suspension of solids.

This suspension of solids will be a result of the process, and it will be our final product in a cream or any other kind of operation. And for this, what we are looking for is homogeneity, because we need to ensure this material is homogeneous in every final dosage that we are providing to our customer. Then, the main question is, what will be the distribution of the solids? Very simple. The answer to this question is that normally this kind of materials (creams, ointments, slurries…) are characterized by having very small particle sizes.
Many of them have a laminar regime, so the viscosity is very high so, we need to continue to understand what are our hydrodynamic and mixing process parameters that control the solid distribution. All of these examples were explained based on the behavior of the solid into the process. Of course, we didn't talk about it because it's not our field. But, we need to take into consideration what is the interaction between the materials. So, how compatible is one material to a second one to generate our purpose in the reaction or in the formulation? It is other kind of solid liquid mixture or mixtures that it is not regarding to a condition we are providing to the process by the operation and stealing. It is regarding to the chemical and physical characterization of every material and compatible interactions between them. And of course, it is not part of the mixing result, it is part of the mixing question, of the input data in order to calculate the mixing required for the process.
Solid-liquid mixing FAQ
Is good liquid solid mixing always good dispersion of solids?
This is a very typical question coming from people that are involved in process development, and in processes that solids are involved in the critical pathway of the material manufacturing.
The question is coming because normally, the common sense is that if we have a good dispersion of solids, the meaning of this is that we will have a good process response in quality, productivity and operation. And in fact, when we go to the plant and we design in a way that the solid will be well distributed in the tank, we assume that we will have good results, and in the real life it is not always true. Some of the cases are confusing and opposite. When we have better distribution of solid, we have very bad results. And the reason is that our assumptions are not always correct. The source of this deviation is coming from the identity that we are doing in our mind, that good mixing is equal to go process. In the real life, the goal is the process, the productivity operational quality of the materials, and the tool is the mixing.
So, we cannot intend to have a good quality operation and productivity, if we are talking only about the quality of the mixing, if we are not taking consideration the quality of the process. We are only the service. If the service required will be mixing, and not only conformity will be good for the process, this one will do. So, good mixing, solid mixing is not always good dispersion of solids, it is the degree of dispersion of solids that will generate good results in quality productivity and operation.
If we have solid in liquid process, is high velocity always the solution?
When we have high velocity, we are talking about high RPM, so the velocity of the impeller that we're using in order to mix materials into the tank, and for some of the cases it's very important. If we want to have a very fast mass transfer, we want to distribute the solids in a good way in the tank. If I need a short residence time and a high shear rate in all parts of the tank, all of these maybe will be true. But if it is opposite, of high velocity is generating a traction of breaking of crystals, if the high velocity is avoiding the time required to transfer mass, if the high velocity is generating some phenomena of inclusion of impurities into the crystals, the high velocity will not be good. So, when we talk about solid-liquid mixing, because our goal is the process and the mixing is only the tool, we need to adapt the mixing to the goal that is the process. We need to understand what process requires and to provide the conditions for it.
So always high velocity, always good mixing homogeneity of solids into the tank is good mixing, we don’t know, because in general, good mixing is the conditions we need to provide to the process to generate good result when we're working in the industry.
Do you have case studies showing liquid solid mixing systems?
Yes, we have. And as you can see in the link and the short description that you can read now, is explained well, how companies are managing the solid liquid into the process in the industry.
Solid-liquid mixing FAQ
Is good liquid solid mixing always good dispersion of solids?
This is a very typical question coming from people that are involved in process development, and in processes that solids are involved in the critical pathway of the material manufacturing.
The question is coming because normally, the common sense is that if we have a good dispersion of solids, the meaning of this is that we will have a good process response in quality, productivity and operation. And in fact, when we go to the plant and we design in a way that the solid will be well distributed in the tank, we assume that we will have good results, and in the real life it is not always true. Some of the cases are confusing and opposite. When we have better distribution of solid, we have very bad results. And the reason is that our assumptions are not always correct. The source of this deviation is coming from the identity that we are doing in our mind, that good mixing is equal to go process. In the real life, the goal is the process, the productivity operational quality of the materials, and the tool is the mixing.
So, we cannot intend to have a good quality operation and productivity, if we are talking only about the quality of the mixing, if we are not taking consideration the quality of the process. We are only the service. If the service required will be mixing, and not only conformity will be good for the process, this one will do. So, good mixing, solid mixing is not always good dispersion of solids, it is the degree of dispersion of solids that will generate good results in quality productivity and operation.
If we have solid in liquid process, is high velocity always the solution?
When we have high velocity, we are talking about high RPM, so the velocity of the impeller that we're using in order to mix materials into the tank, and for some of the cases it's very important. If we want to have a very fast mass transfer, we want to distribute the solids in a good way in the tank. If I need a short residence time and a high shear rate in all parts of the tank, all of these maybe will be true. But if it is opposite, of high velocity is generating a traction of breaking of crystals, if the high velocity is avoiding the time required to transfer mass, if the high velocity is generating some phenomena of inclusion of impurities into the crystals, the high velocity will not be good. So, when we talk about solid-liquid mixing, because our goal is the process and the mixing is only the tool, we need to adapt the mixing to the goal that is the process. We need to understand what process requires and to provide the conditions for it.
So always high velocity, always good mixing homogeneity of solids into the tank is good mixing, we don’t know, because in general, good mixing is the conditions we need to provide to the process to generate good result when we're working in the industry.
Do you have case studies showing liquid solid mixing systems?
Yes, we have. And as you can see in the link and the short description that you can read now, is explained well, how companies are managing the solid liquid into the process in the industry.

Read more here - https://visimix.com/roi-no-5/




